

目录
快速导航-
高能束加工专题 | 激光诱导冲击波的力学效应 及其典型应用技术综述
高能束加工专题 | 激光诱导冲击波的力学效应 及其典型应用技术综述
-

高能束加工专题 | 钢/铝异种金属激光焊接界面组织调控机理 与工艺优化研究进展
高能束加工专题 | 钢/铝异种金属激光焊接界面组织调控机理 与工艺优化研究进展
-
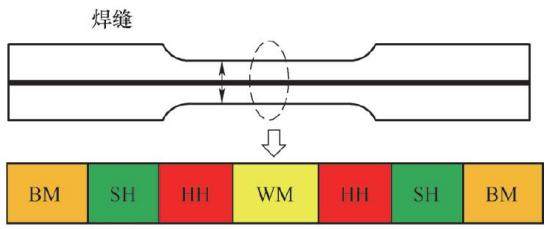
高能束加工专题 | 耐候钢激光-电弧复合焊接微观组织及性能研究
高能束加工专题 | 耐候钢激光-电弧复合焊接微观组织及性能研究
-
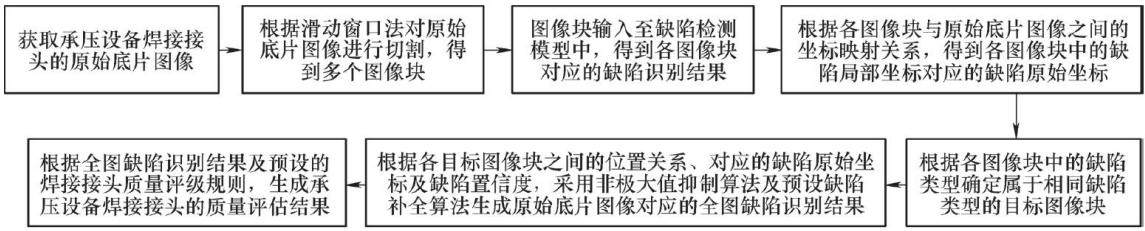
焊接与切割 | 基于深度学习的承压设备焊接接头缺陷 智能检测与评级
焊接与切割 | 基于深度学习的承压设备焊接接头缺陷 智能检测与评级
-

焊接与切割 | SiN奥氏体不锈钢配套焊接材料抗热裂敏感性与焊接接头性能研究
焊接与切割 | SiN奥氏体不锈钢配套焊接材料抗热裂敏感性与焊接接头性能研究
-

焊接与切割 | 镀锌风管激光焊接头组织性能及锌元素含量研究
焊接与切割 | 镀锌风管激光焊接头组织性能及锌元素含量研究
-
焊接与切割 | 煤矿用电动装载机铲刀 板焊接接头的疲劳性能研究
焊接与切割 | 煤矿用电动装载机铲刀 板焊接接头的疲劳性能研究
-
焊接与切割 | 某电厂凝汽器管焊缝穿孔失效分析
焊接与切割 | 某电厂凝汽器管焊缝穿孔失效分析
-
焊接与切割 | 双相钢激光拼焊接头力学性能预测及模拟
焊接与切割 | 双相钢激光拼焊接头力学性能预测及模拟
-
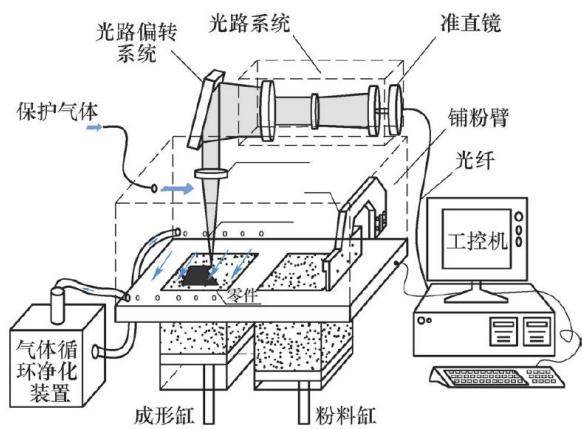
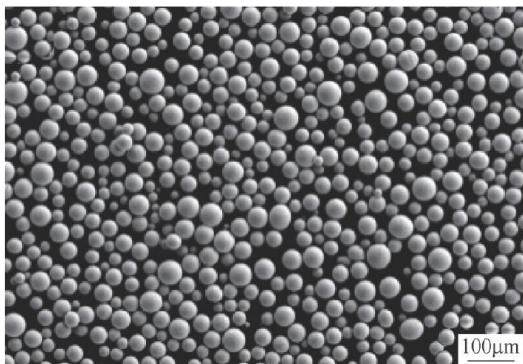
增材制造 | 绿光粉末床熔融成形铜及铜合金研究进展
增材制造 | 绿光粉末床熔融成形铜及铜合金研究进展
-

增材制造 | K447A高温合金激光金属沉积修复组织 及拉伸性能研究
增材制造 | K447A高温合金激光金属沉积修复组织 及拉伸性能研究
-
增材制造 | 增材制造316H不锈钢显微组织演变机制研究
增材制造 | 增材制造316H不锈钢显微组织演变机制研究
-
热处理 | ER8钢动态压缩性能研究
热处理 | ER8钢动态压缩性能研究
-

热处理 | 强渗和扩散时间 对18CrNiMo7-6钢碳扩散行为的影响
热处理 | 强渗和扩散时间 对18CrNiMo7-6钢碳扩散行为的影响
-

热处理 | 基于正交试验设计的QBe2铍青铜热处理工艺优化
热处理 | 基于正交试验设计的QBe2铍青铜热处理工艺优化
-
热处理 | GCr15钢传动轴校直断裂机理分析
热处理 | GCr15钢传动轴校直断裂机理分析
-
热处理 | 车用42CrMo钢凹面工作辊表面中频感应淬火工艺研究
热处理 | 车用42CrMo钢凹面工作辊表面中频感应淬火工艺研究
-

铸造与锻造 | 熔模铸造陶瓷型壳热应力控制技术研究进展与应用
铸造与锻造 | 熔模铸造陶瓷型壳热应力控制技术研究进展与应用
-
铸造与锻造 | A380压铸铝合金汽车连接件断裂原因分析
铸造与锻造 | A380压铸铝合金汽车连接件断裂原因分析
-
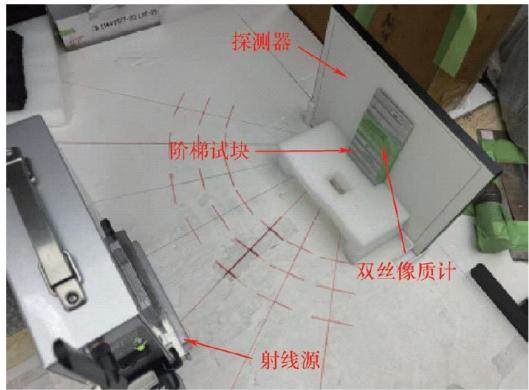
检测 | 不同射线激励下国产非晶硅平板探测器 成像性能测试
检测 | 不同射线激励下国产非晶硅平板探测器 成像性能测试













 登录
登录